راهنمای کامل نقش عناصر آلیاژی فولاد
فولاد تنها آلیاژی از آهن با درصدی کربن نیست؛ با افزودن عناصر آلیاژی فولاد میتوان ریزساختار و بهدنبال آن سختی، استحکام، چقرمگی، سختپذیری و مقاومت سایشی را دقیقاً مهندسی کرد. کربن در فولاد محرک اصلی سختی و قابلیت سختکاری است، کروم در فولاد سختیپذیری و دوام در برابر سایش را بالا میبرد، مولیبدن در فولاد پایداری حرارتی و استحکام دمابالا را تقویت میکند و منگنز در فولاد ضمن دئاکسیداسیونِ مذاب، به بهبود چقرمگی و ماشینکاریپذیری کمک میکند. انتخاب ترکیب صحیح بههمراه عملیات حرارتی درست، آلیاژی میسازد که دقیقاً با شرایط سرویس و نیاز صنعتی همخوان است.
تفاوت فولاد سادهکربنی و فولاد آلیاژی
فولاد سادهکربنی عمدتاً با تغییر درصد کربن مهندسی میشود؛ اما در فولاد آلیاژی، عناصر همراه با کنترل ریزساختار، حرارتدهی و سردکردن برنامهریزیشده، ویژگیهای هدفمند مانند سختپذیری، چقرمگی، سایشپذیری و پایداری دمابالا را فراهم میکنند.
تعامل ترکیب شیمیایی با عملیات حرارتی
اثر عناصر آلیاژی زمانی کامل میشود که با سیکلهای آستنیته–کوئنچ–تمپر، نرماله/سفیرودایز و تنشزدایی همراستا شوند. پارامترهایی مانند Ms/Mf، عمق سختی و کربنمعادل (CE) محصول نهایی را تعیین میکنند.
چگونه درصد کربن در فولاد سختی، استحکام و سختکاری را تعیین میکند؟
اثر پایهای روی ریزساختار و خواص مکانیکی
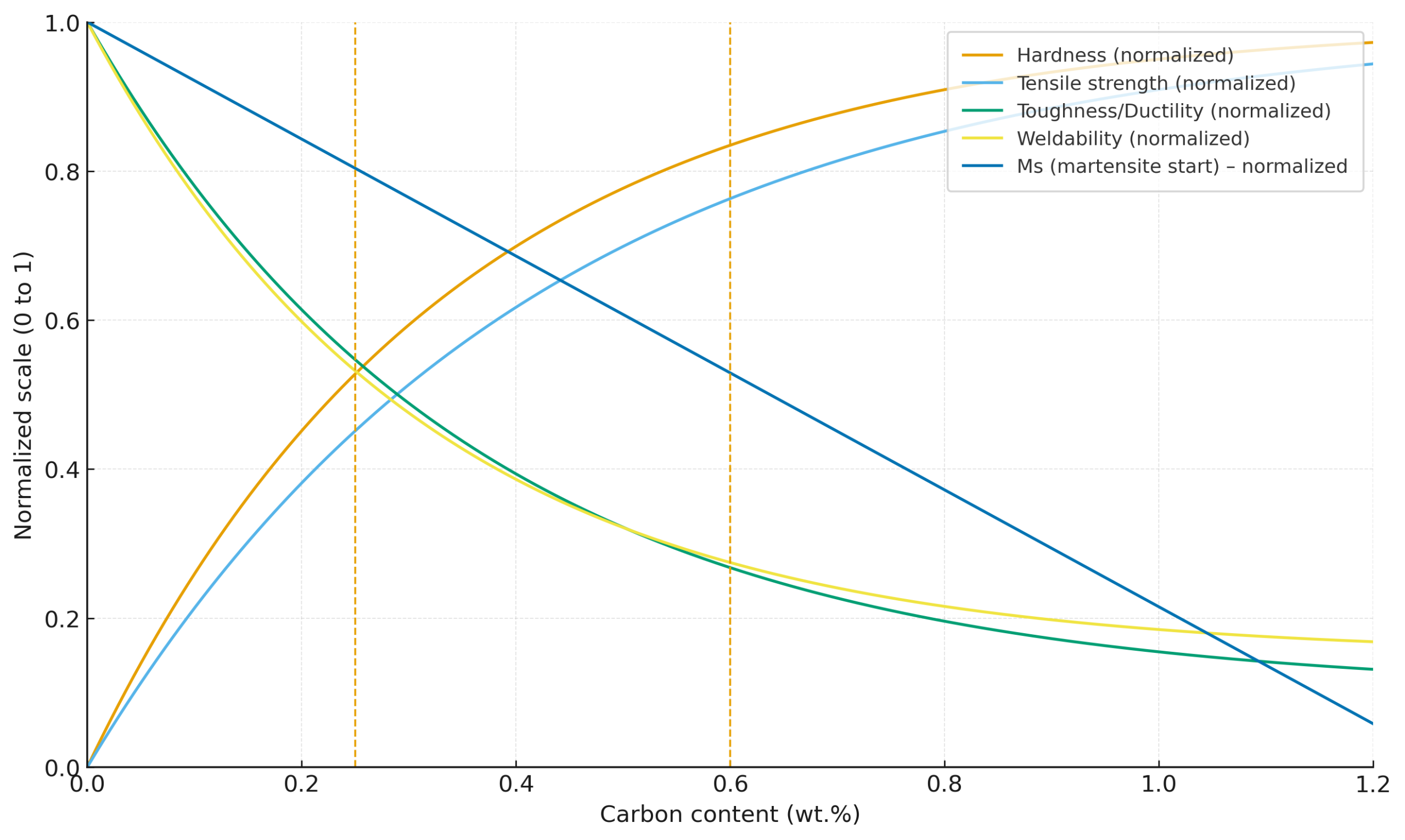
افزایش درصد کربن در فولاد سهم فازهای سختتر را بالا میبرد و بهدنبال آن سختی و استحکام کششی افزایش و داکتیلیته/چقرمگی کاهش مییابد. نزدیک و پس از ناحیه یوتکتوئید، پیوستگی کاربیدها میتواند تردی را بالا ببرد و از استحکام مؤثر بکاهد؛ پس باید درصد کربن را متناسب با تعادل سختی–چقرمگی انتخاب کرد.
سختی پس از کوئنچ و پتانسیل سختکاری
کربنِ حلشده در مارتنزیت نابجاییها را قفل میکند و سختی نهایی پس از کوئنچ را افزایش میدهد. با این حال با افزایش کربن، دمای آغاز مارتنزیت (Ms) کاهش مییابد، احتمال آستنیت باقیمانده بیشتر میشود و نیاز به تمپر یا حتی سرماسختی برای تثبیت خواص وجود دارد.
تفاوت «سختی» و «سختپذیری»
سختی مقدار سختی قابلدستیابی (مثلاً HRC) است و با کربن بالا میرود؛ اما سختپذیری یعنی توان دستیابی به عمق سختی در مقاطع ضخیم. سختپذیری عمدتاً از عناصر آلیاژی مثل کروم، مولیبدن، منگنز و نیکل تأثیر میپذیرد؛ نتیجه اینکه برای قطعات ضخیم، تکیهٔ صرف به کربن بالا کافی نیست.
تأثیر بر جوشپذیری (Carbon Equivalent)
با افزایش درصد کربن، ریسک ترک در ناحیهٔ متأثر از حرارت جوش و حساسیت به هیدروژن بالا میرود. شاخص CE (تقریب IIW): CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15. هرچه CE بزرگتر باشد جوشپذیری کمتر است و مدیریت پیشگرم، دمای بینپاس و پسگرم اهمیت بیشتری پیدا میکند.
رفتار در تمپر و تردی برگشتی
فولادهای پرکربن پس از کوئنچ سختترند اما در برخی بازههای تمپر ممکن است دچار تردی برگشتی شوند (بهویژه در حضور برخی عناصر). افزودن مولیبدن (Mo) معمولاً به کاهش این تردی و افزایش پایداری حرارتی کمک میکند؛ بنابراین در کاربردهای دمابالا یا مقاطع حجیم، ترکیب کربن متوسط + آلیاژ مناسب اغلب انتخاب ایمنتری است.
بازههای پیشنهادی درصد کربن بر حسب کاربرد
- کمکربن (~۰٫۰۵ تا ۰٫۲۵٪): جوشپذیری و شکلپذیری بالا، سختی/استحکام پایینتر؛ مناسب قطعات جوشکاریشونده یا قطعاتی که با کربورنیتریدینگ سطحی سخت میشوند.
- میانکربن (~۰٫۳۰ تا ۰٫۶۰٪): تعادل خوب بین استحکام و چقرمگی؛ مناسب شفتها، چرخدندهها و فنرها با کوئنچ و تمپر.
- پرکربن (>~۰٫۶۰٪): پتانسیل سختی بسیار بالا و مقاومت سایشی عالی؛ چقرمگی و جوشپذیری پایینتر؛ مناسب ابزار، یاتاقان و تیغهها.
اثر درصد کربن در فولاد بر خواص کلیدی (نمودار مفهومی)
چگونه کروم در فولاد سختپذیری و مقاومت سایشی را افزایش میدهد؟
مکانیسم اثر کروم بر سختیپذیری و سایش
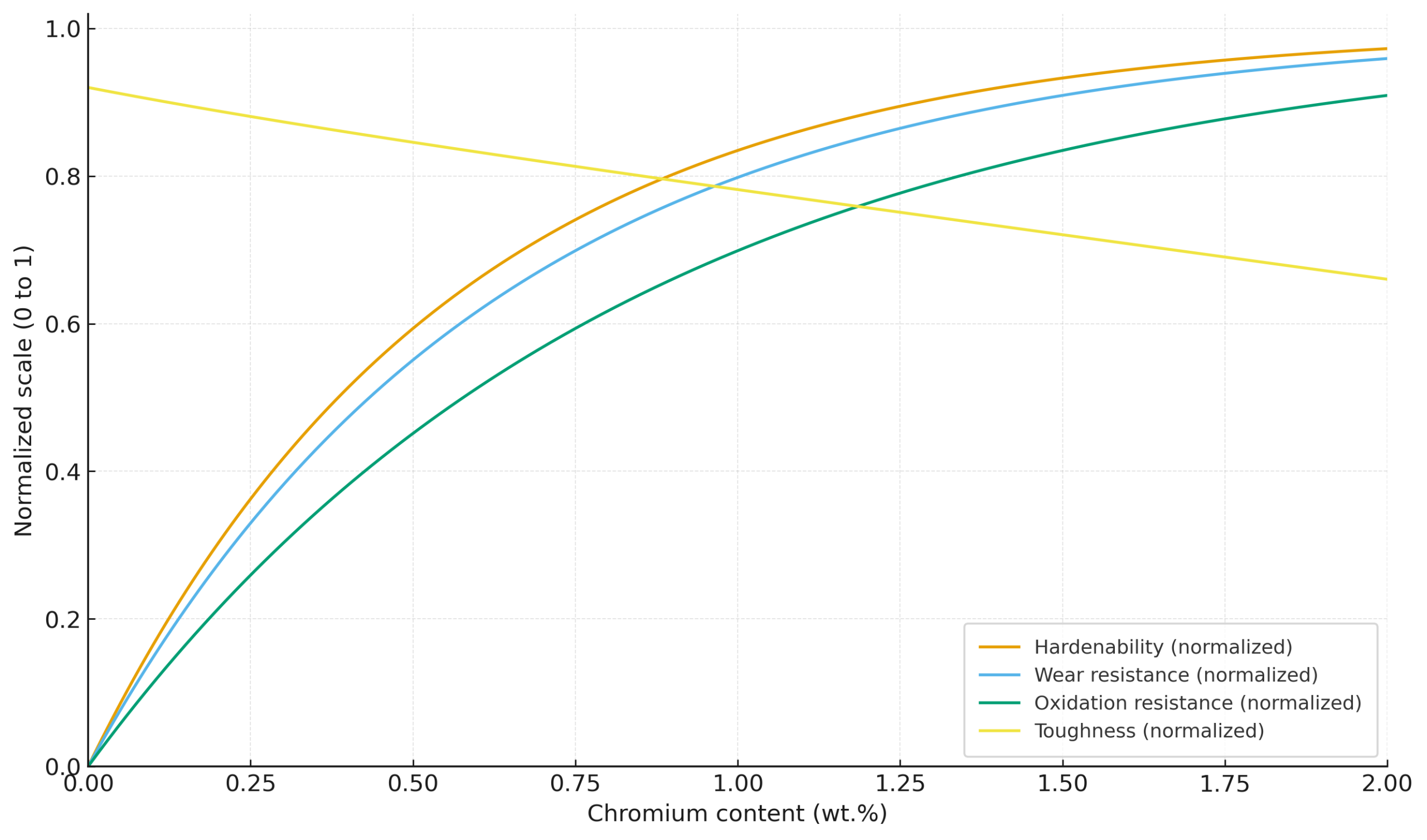
افزودن کروم در فولاد با پایدارسازی کاربیدها و کندکردن نفوذ اتمی، سختپذیری و بهویژه عمق سختی پس از کوئنچ را افزایش میدهد؛ کاربیدهای کرومی سخت و پایدار نیز مقاومت سایشی و دوام لبه را بالا میبرند.
کروم و سختپذیری (عمق سختی)
کروم با جابهجایی منحنیهای تبدیل آستنیت، تشکیل مارتنزیت را در عمق مقطع تسهیل میکند. برای شفتها و چرخدندههای حجیم، بهجای اتکا به کربن بالا، استفاده از ترکیبهای کمتامیانکربنِ کرومدار (اغلب همراه با Mo/Mn/Ni) معمولاً عمق سختی بهتری میدهد.
کاربیدهای کرومی و مقاومت سایشی/پایداری حرارتی
کاربیدهای کرومی پراکنده و کنترلشده بستر سخت و سایسمقاومی ایجاد میکنند، بهویژه در فولادهای ابزار سردکار. اما تشکیل شبکهٔ کاربیدیِ پیوسته میتواند چقرمگی را بهشدت کاهش دهد.
بهبود مقاومت به اکسیداسیون در دماهای کاری (غیرزنگنزن)
در مقادیر متداولِ فولادهای غیرزنگنزن، کروم تشکیل پوستههای پایدار اکسیدی را تسهیل کرده و مقاومت به اکسیداسیون را نسبت به سادهکربنیها بهبود میدهد؛ تمرکز این رده اما سختپذیری و سایش است نه خوردگی مرطوب.
تعامل کروم با مولیبدن و وانادیوم
مولیبدن (Mo) در کنار کروم، سختپذیری و پایداری حرارتی را تقویت و ریسک تردی برگشتی را کاهش میدهد؛ وانادیوم (V) نیز با ریزدانهسازی و کاربیدسازی پایدار، دوام لبه و مقاومت سایشی را بالا میبرد. نسبتهای درست Cr–Mo–V پاسخ تمپرینگ را قابلپیشبینیتر میکند.
نکات فرآیندی و عملیات حرارتی
- پرهیز از آستنیتی کردنِ بیشازحد: دمای بالا/زمان طولانی، انحلال کاربیدها و رشد دانه را تشدید و چقرمگی را کم میکند.
- کرویسازی کاربیدها در فولادهای پرکربنِ کرومدار (مثل یاتاقانیها) پیش از ماشینکاری، برشپذیری و پایداری ابعادی را بهتر میکند.
- کوئنچ متناسب با ضخامت و آلیاژ (روغن/پلیمر) و تمپرِ فوری برای کاستن از تنشها و تثبیت خواص ضروری است.
پانوشت: منظور از «سختپذیری» عمق سختیِ قابل دستیابی پس از کوئنچ است. اثر دقیق کروم به مقدار کربن و عناصر همراه (مانند Mo، V، Mn، Ni) و نیز سیکل آستنیته–کوئنچ–تمپر بستگی دارد.
کروم در فولاد و سختپذیری: منحنیهای مفهومی

رابطه درصد کروم در فولاد با خواص (دامنهٔ غیرزنگنزن)
مولیبدن در فولاد چگونه استحکام دمابالا و پایداری حرارتی را بهبود میدهد؟
نقش Mo در پایداری حرارتی و مقاومت خزشی
مولیبدن با کندکردن نرمشدن ثانویه و سرکوب رشد کاربیدها، استحکام را در دمای عملیات/سرویس حفظ میکند و مقاومت به خزش را بهبود میدهد؛ بههمین دلیل در فولادهای کروم–مولیبدن برای قطعات تحت دما و فشار بالا پرکاربرد است.
کاهش تردی برگشتی و بهبود سختپذیری
افزودن Mo تمایل به تردی برگشتی را در برخی ردهها کاهش میدهد و همراه با کروم، سختپذیری را در مقاطع ضخیم ارتقا میدهد؛ این ترکیب برای شفتهای حجیم و بدنههای تحت بار بسیار مؤثر است.
نکات اقتصادی/عملی انتخاب Mo
- برای مقاطع ضخیم، دمابالا یا سیکلهای حرارتی تکراری، مقدار کمِ Mo میتواند نسبت هزینه/کارایی را بهینه کند.
- در قطعات نازک یا سرویس دماپایین، افزایش بیرویهٔ Mo توجیه اقتصادی ندارد.
مولیبدن در فولاد: کاهش ریسک تردی برگشتی در برابر دمای تمپر

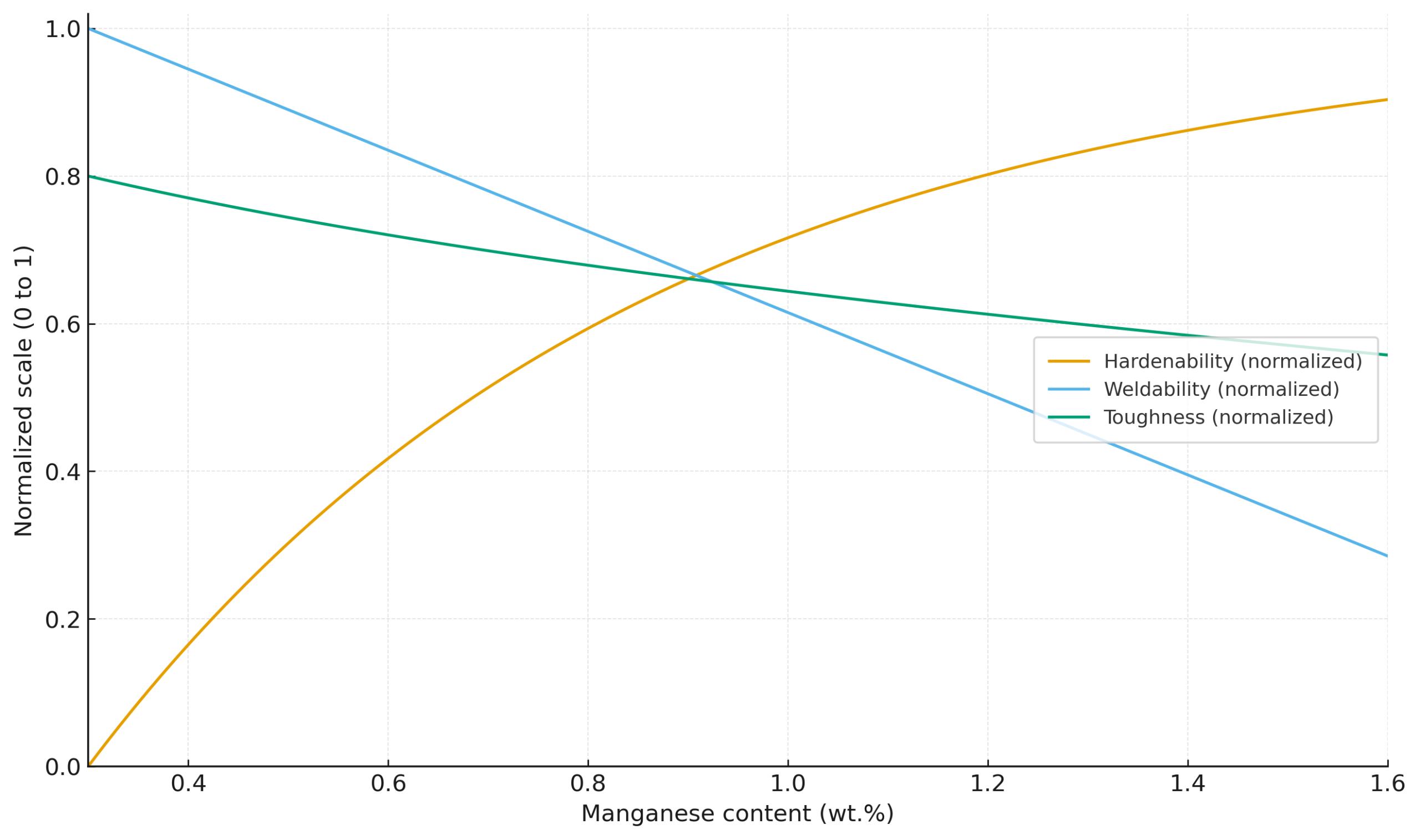
منگنز در فولاد چه نقشی در دئاکسیداسیون، چقرمگی و ماشینکاری دارد؟
منگنز بهعنوان دئاکسیدکننده و گوگردگیر
منگنز (Mn) اکسیژن محلول را میکاهد و با گوگرد ترکیب شده فاز MnS میسازد؛ این موضوع از تشکیل فازهای تردِ آهن–گوگرد جلوگیری و در برخی ردهها تراشپذیری را بهبود میدهد.
اثر Mn بر استحکام–چقرمگی و سختپذیری
Mn تا حدی سختپذیری را افزایش میدهد و میتواند تعادل مناسبی بین استحکام و چقرمگی ایجاد کند؛ ولی مقادیر نامتعارف بهویژه همراه با عناصر دیگر ممکن است دمای گذار شکست را بالا ببرد و تردی ایجاد کند.
محدودیتها و ریسکها
- Mn زیاد در حضور ناخالصیها میتواند به تردی آبی و مشکلات ریزساختاری بیانجامد.
- کنترل اندازه و توزیع MnS برای حفظ خواص ضربهای ضروری است.
منگنز در فولاد: اثر بر سختپذیری، جوشپذیری و چقرمگی در برابر درصد Mn
چگونه سیلیسیم در فولاد دئاکسیداسیون و استحکام الاستیک را تقویت میکند؟
نقش دئاکسیدکنندگی و تقویت محلولی
سیلیسیم (Si) دئاکسیدکنندهٔ مؤثر مذاب است و با تقویت محلولی، مدول الاستیک و تا حدی استحکام را بالا میبرد. در ردههای سیلیسدار، پایداری فنری و بازگشتپذیری الاستیک بهبود مییابد.
پایداری در برابر نرمشدن و کاربردهای فنری
Si مقاومت به نرمشدن ثانویه را کمی بهبود میدهد و در کنار کروم/مولیبدن، پاسخ تمپر را پایدارتر میکند؛ برای ورقها و تیغههای فنری انتخابی رایج است.
محدودیتها و هشدارها
- Si بسیار بالا میتواند به تردی و دشواری جوشکاری/ماشینکاری منجر شود.
- تعامل با Mn/Cr را در سیکلهای حرارتی مدیریت کن تا ریزساختار ناخواسته شکل نگیرد.
سیلیسیم در فولاد: حفظ سختی در برابر دمای تمپر (مقاومت به نرمشدن)

وانادیوم در فولاد چگونه ریزدانهسازی و کاربیدسازی را مدیریت میکند؟
ریزدانگی و کاربیدهای پایدار V(C,N)
وانادیوم (V) با تشکیل کاربید/نیتریدهای پایدار، ریزدانگی را حفظ و مقاومت سایشی و پایداری لبه را بالا میبرد؛ اثر آن در فولادهای ابزار و ردههای سردکار پررنگ است.
پاسخ تمپر و همافزایی با Cr/Mo
V همراه با کروم و مولیبدن، توزیع کاربیدها را کنترل و پاسخ تمپرینگ را قابلپیشبینیتر میکند؛ در ردههایی مثل 1.7791 (D6A) و 1.7707 (30CrMoV9) کاملاً ملموس است.
هشدارهای طراحی
- افراط در V میتواند به شبکهٔ کاربیدی و افت چقرمگی منجر شود؛ آستنیتیکردن را دقیق کنترل کن.
- برای قطعات حجیم، صرفاً V کافی نیست؛ به سختپذیری ناشی از Cr/Mo و کوئنچ مناسب هم نیاز است.
وانادیوم در فولاد: موازنهٔ مقاومت سایشی و چقرمگی در برابر درصد V

نیکل در فولاد چگونه چقرمگی و پایداری فازی را افزایش میدهد؟
چقرمگی هسته و رفتار دما پایین
نیکل (Ni) بدون افزایش چشمگیر تردی، چقرمگی و پایداری فازی در دماهای پایین را تقویت میکند؛ برای محور/گیربکسهای سنگین مانند 1.6580 (34CrNiMo6) بسیار ارزشمند است.
همافزایی با Cr/Mo در مقاطع ضخیم
Ni در کنار کروم/مولیبدن، هم سختپذیری عمقی را پشتیبانی میکند و هم خواص ضربهای را در هستهٔ قطعه بالا نگه میدارد.
نکات عملی
- Ni هزینهزا است؛ در سرویسهای ضربهپذیر/سرما یا هستهٔ پرچقرمگی توجیه فنی–اقتصادی دارد.
- Ni را بهعنوان جایگزین کامل عملیات حرارتی نبین؛ هنوز کوئنچ/تمپر صحیح حیاتی است.
نیکل در فولاد: بهبود چقرمگی دما پایین و جابهجایی DBTT (مفهومی)

بور در فولاد چگونه با افزودنهای بسیار کم، سختپذیری را افزایش میدهد؟
اثر ppm-level روی مرزدانهها
بور (B) حتی در ppmهای پایین، با اثرگذاری بر مرزدانهها، سختپذیری را بهطور محسوسی افزایش میدهد و عمق سختی پس از کوئنچ را بالا میبرد.
شرط اثربخشی و تلههای رایج
برای اثرگذاری پایدار، سطح N و افزودنیهای ریزآلیاژی باید مدیریت شوند تا B در فازهای بیاثر «گیر» نکند. دوز نامناسب یا کنترل ضعیف میتواند دستاورد را از بین ببرد.
کاربردهای هدفمند
- برای ورقها/قطعات با ضخامت متوسط تا زیاد که سختپذیری مرزی دارند، B راهحل اقتصادی–فنی مؤثری است.
- B جایگزین عناصر آلیاژی عمده نیست؛ با Cr/Mo/Mn و سیکل حرارتی درست همافزاست.
بور در فولاد: افزایش سختپذیری با افزودنهای بسیار کم (ppm) و نقش کنترل نیتروژن

چطور عملیات حرارتی را بر اساس ضخامت و سختی هدف انتخاب کنیم؟
گامهای تصمیمگیری
- تعریف سختی هدف (HRC/HB) و نیاز به عمق سختی (Jominy/مقطع).
- انتخاب رده آلیاژی: برای مقاطع ضخیم، از ترکیبهای Cr/Mo/Ni استفاده کن (مثلاً 1.7218، 1.7707، 1.6580).
- تعیین دمای آستنیته و زمان نگهداری با پرهیز از دانهدرشتی.
- انتخاب محیط کوئنچ (روغن/پلیمر) متناسب با ضخامت/آلیاژ.
- تمپر فوری برای کاهش تنش، تثبیت خواص و کنترل تردی برگشتی.
نکات تکمیلی
- در کربنهای بالا، افت Ms و آستنیت باقیمانده را با تمپر/سرماسختی مدیریت کن.
- برای لبههای برنده/سایش شدید، از آلیاژهای کروم/وانادیومدار مثل 1.7791 بهره ببر.
مدیریت جوشپذیری با شاخص کربنمعادل (CE)
قاعدهٔ عملی
هرچه CE بالاتر، نیاز به پیشگرم، کنترل دمای بینپاس و پسگرم بیشتر. برای قطعات ضخیم و فولادهای Cr–Mo/Ni، برنامهٔ جوشکاری محافظهکارانهتری تدوین کن.
ملاحظات اجرایی
- الکترود/سیمجوش هماهنگ با آلیاژ انتخاب کن.
- پس از جوش، تنشزدایی را در صورت نیاز اجرا کن تا ترک تاخیری مهار شود.
| گرید نمونه | ترکیب فرضی (wt.%) | CE (محاسبهٔ گامبهگام) | CE نهایی | راهنمای اجرا |
|---|---|---|---|---|
| 1.7218 (25CrMo4) | C=0.28, Mn=0.60, Cr=1.00, Mo=0.25, Ni=0.00, Cu=0.25, V=0.00 | CE = 0.28 + 0.60/6 + (1.00+0.25+0)/5 + (0+0.25)/15 = 0.28 + 0.10 + 0.25 + 0.017 | ≈ 0.65 | پیشگرم/کنترل بینپاس لازم؛ جوشپذیری متوسط رو به محدود. |
| 1.6580 (34CrNiMo6) | C=0.36, Mn=0.70, Cr=1.50, Mo=0.25, Ni=1.50, Cu=0.25, V=0.00 | CE = 0.36 + 0.70/6 + (1.50+0.25+0)/5 + (1.50+0.25)/15 = 0.36 + 0.117 + 0.35 + 0.117 | ≈ 0.94 | پیشگرم جدی/کنترل دقیق؛ جوشکاری محدود و با دستورالعمل سختگیرانه. |
کنترل دکربوریزاسیون و پیشگیری از سوختگی سنگزنی
- محافظت سطحی/اتمسفر کنترلشده در حرارتدهی برای جلوگیری از افت کربن سطح.
- در سنگزنی پس از سختکاری، از خنککاری کافی و باربرداری مرحلهای استفاده کن تا بازپخت موضعی رخ ندهد.
چه زمانی از نیتریدینگ کربنایتریدینگ یا القایی استفاده کنیم؟
- نیتریدینگ: لایهٔ سخت با اعوجاج کم برای محور/چرخدنده (ترجیحاً آلیاژهای با Al/Cr/Mo).
- کربنایتریدینگ/کربوره: زمانیکه هستهٔ چقرمه و سطح سخت میخواهی.
- سختکاری القایی: سختکردن موضعی دندانه/محور با کنترل عمق.
کنترل گوگرد و فسفر: ماشینکاریپذیری در برابر چقرمگی
- گوگرد (S): حضور کنترلشدهٔ MnS ماشینکاریپذیری را بهتر میکند ولی ضربهپذیری را کاهش میدهد.
- فسفر (P): حتی مقادیر کم میتواند تردی مرزدانه بدهد؛ تا حد امکان پایین نگهدار.
مثالهای کاربردی
- 1.3505 (100Cr6): فولاد یاتاقانی پرکربن–کروم؛ سختی سطحی و مقاومت سایشی عالی پس از سختکاری.
- 1.7176 (55Cr3): ردهٔ فنری کرومدار؛ ترکیب سختی و الاستیسیته پس از کوئنچ و تمپر.
- 1.6580 (34CrNiMo6): کروم–نیکل–مولیبدن با چقرمگی هسته بالا؛ مناسب محور/گیربکس سنگین.
- 1.7791 (D6A): ابزار سردکار پرکروم با کاربید فراوان؛ برای سایش شدید (مدیریت ریسک تردی لازم است).
- 1.7707 (30CrMoV9) و 1.7218 (25CrMo4): کروم–مولیبدن (برخی با V) برای عمق سختی و پایداری حرارتی در شفتها و قطعات تحت بار.
| کاربرد | گریدهای مناسب | چرایی انتخاب |
|---|---|---|
| یاتاقان/غلتک دقیق | 1.3505 (100Cr6) | پرکربن–کروم؛ سختی سطحی بسیار بالا و سایش کم پس از سختکاری. |
| فنر/تیغه الاستیک | 1.7176 (55Cr3) | Cr فنری + کربن میانی؛ سختی/الاستیسیته متوازن پس از کوئنچ/تمپر. |
| شفت/گیربکس سنگین | 1.6580 (34CrNiMo6) | Ni/Cr/Mo؛ چقرمگی هسته بالا با سختپذیری مناسب در مقاطع ضخیم. |
| قطعات دمابالا/سختپذیری عمقی | 1.7707 (30CrMoV9)، 1.7218 (25CrMo4) | Cr–Mo (برخی با V)؛ پایداری حرارتی و عمق سختی خوب. |
| ابزار سردکار/سایش شدید | 1.7791 (D6A) | پرکروم با کاربید فراوان؛ سایش عالی (نیاز به مدیریت تردی). |
اشتباهات رایج و چکلیست انتخاب
- بیشتمرکزی بر سختی اسمی بدون توجه به عمق سختی و هندسهٔ قطعه.
- نادیده گرفتن تأثیر عناصر بر جوشپذیری و نیاز به تنشزدایی.
- چکلیست سریع: شرایط سرویس (دما/خورندگی/سایش)، نوع بارگذاری، اندازه/هندسه، عملیات حرارتی قابل اجرا، ماشینکاری و جوشکاری.
جدول خلاصهٔ «عنصر × خواص» (امتیازدهی مفهومی؛ بعد از سختکاری/آمادهبهکار)
| عنصر | محدودهٔ مصرف معمول (wt.%) | سختی/استحکام | سختپذیری (عمق سختی) | مقاومت به سایش | چقرمگی | جوشپذیری | مقاومت به خوردگی/اکسیداسیون | ماشینکاریپذیری | ریسک تردی برگشتی | یادداشت کلیدی |
|---|---|---|---|---|---|---|---|---|---|---|
| کربن (C) | 0.05–1.00 | 10 از 10 | 5 از 10 | 8 از 10 | 3 از 10 | 2 از 10 | 2 از 10 | 4 از 10 | 5 از 10 | محرک اصلی سختی؛ Ms↓ و آستنیت باقیمانده↑ در کربنهای بالا. |
| کروم (Cr) | 0.3–2.0 | 7 از 10 | 9 از 10 | 9 از 10 | 5 از 10 | 4 از 10 | 6 از 10 | 4 از 10 | 6 از 10 | عمق سختی↑؛ کاربیدهای کرومی = سایش↑؛ شبکهٔ کاربیدی = چقرمگی↓. |
| مولیبدن (Mo) | 0.10–0.60 | 6 از 10 | 8 از 10 | 7 از 10 | 6 از 10 | 4 از 10 | 7 از 10 | 5 از 10 | 3 از 10 | پایداری دمابالا و کاهش تردی برگشتی؛ همافزا با Cr. |
| منگنز (Mn) | 0.3–1.6 | 5 از 10 | 7 از 10 | 6 از 10 | 6 از 10 | 5 از 10 | 3 از 10 | 6 از 10 | 6 از 10 | دئاکسیدکننده/گوگردگیر؛ CE↑ → جوشپذیری حساستر. |
| سیلیسیم (Si) | 0.15–2.0 | 4 از 10 | 5 از 10 | 5 از 10 | 5 از 10 | 4 از 10 | 5 از 10 | 5 از 10 | 4 از 10 | دئاکسیدکننده؛ فنری/بازگشتپذیری بهتر، Si بسیار بالا = تردی/جوش سخت. |
| وانادیوم (V) | 0.05–0.50 | 6 از 10 | 6 از 10 | 9 از 10 | 5 از 10 | 3 از 10 | 4 از 10 | 3 از 10 | 5 از 10 | ریزدانگی و کاربیدهای V؛ سایش↑، افراط = شبکهٔ کاربیدی/تردی. |
| نیکل (Ni) | 0.5–3.5 | 4 از 10 | 7 از 10 | 4 از 10 | 9 از 10 | 6 از 10 | 4 از 10 | 6 از 10 | 3 از 10 | چقرمگی عالی (بهویژه دما پایین) و کمک به سختپذیری هسته. |
| بور (B) | ۵–۳۰ ppm | 2 از 10 | 10 از 10 | 3 از 10 | 4 از 10 | 2 از 10 | 2 از 10 | 5 از 10 | 4 از 10 | ppmهای کم و کنترل N شرط اثربخشی؛ برای مقاطع مرزی بسیار مؤثر. |
سوالات متداول (FAQ)
«سختی» با «سختپذیری» چه فرقی دارد؟
سختی مقدار عددی (مثل HRC) روی سطح/مقطع است؛ سختپذیری توان فولاد برای رسیدن به عمق سختی در مقاطع ضخیم. کربن سختی را بالا میبرد، عناصر آلیاژی (Cr/Mo/Ni/Mn) سختپذیری را.
چگونه «درصد کربن در فولاد» را برای کاربردم انتخاب کنم؟
قطعات جوشپذیر و شکلپذیر: کمکربن؛ شفت/چرخدنده: میانکربن؛ تیغه/یاتاقان: پرکربن. برای مقاطع ضخیم، بهجای بالا بردن زیاد کربن، از Cr–Mo–Ni کمک بگیر.
Ms/Mf چیست و چرا مهماند؟
Ms دمای آغاز مارتنزیت و Mf دمای پایان آن است. کربن و برخی عناصر Ms را پایین میآورند ⇒ آستنیت باقیمانده بیشتر و نیاز به تمپر/کرایو.
سرماسختی (کرایو) چه زمانی لازم است؟
وقتی Ms پایین و آستنیت باقیمانده زیاد است (پرکربن/پرآلیاژ مثل 1.3505). بعدِ کرایو تمپر الزامی است.
«کروم در فولاد» دقیقاً چهکار میکند؟
کروم تبدیلهای فازی را کند میکند ⇒ سختپذیری و عمق سختی ↑؛ کاربیدهای کرومی ⇒ مقاومت سایشی ↑. افراط در Cr ⇒ خطر شبکهٔ کاربیدی و افت چقرمگی.
«مولیبدن در فولاد» چه مزیتی دارد؟
Mo ریسک تردی برگشتی را کم میکند، سختپذیری در ضخامت را بالا میبرد و پایداری دمابالا میدهد (مثل 1.7707، 1.7218).
«منگنز در فولاد» بهجز دئاکسیداسیون چه نقشی دارد؟
Mn دئاکسیدکننده و گوگردگیر است (MnS)، کمی سختپذیری را بالا میبرد و روی تعادل استحکام–چقرمگی اثر دارد؛ افراط میتواند دمای گذار شکست را بالا ببرد.
«سیلیسیم در فولاد» برای چیست؟
Si دئاکسیدکنندهٔ قوی و تقویتکنندهٔ الاستیک است؛ در ردههای سیلیسدار، بازگشتپذیری فنری و مقاومت به نرمشدن بهتر میشود؛ مقادیر خیلی بالا جوش/ماشینکاری را سخت میکند.
«وانادیوم در فولاد» کجا بهدرد میخورد؟
V با کاربید/نیتریدهای V(C,N) ریزدانهسازی و دوام لبه/سایش را بالا میبرد (سردکار/ابزار). افراط ⇒ شبکهٔ کاربیدی و افت چقرمگی.
«نیکل در فولاد» چه اثری دارد؟
Ni چقرمگی هسته و رفتار دما پایین را عالی میکند و با Cr/Mo برای سختپذیری عمقی همافزاست (مثل 1.6580).
«بور در فولاد» با ppm پایین چرا مهم است؟
B حتی در ppmهای کم با اثر بر مرزدانهها سختپذیری را بسیار بالا میبرد؛ به شرط کنترل نیتروژن تا B در ترکیبات بیاثر قفل نشود.
آزمون Jominy چیست و چرا مهم است؟
Jominy آزمون سنجش سختپذیری است: افت سختی از سر کوئنچشده عمق سختی قابلدستیابی را نشان میدهد؛ برای انتخاب آلیاژ در ضخامتهای مختلف حیاتی است.
برای قطعات ضخیم: کربن را بالا ببرم یا آلیاژ بدهم؟
برای ضخامت، آلیاژدهی (Cr/Mo/Ni) راهحل اصولی است؛ بالا بردن صرفِ کربن ⇒ چقرمگی و جوشپذیری پایین و Ms کمتر.
چه محیط کوئنچی انتخاب کنم (آب/روغن/پلیمر)؟
به ترکیب/ضخامت بستگی دارد: فولادهای آلیاژیتر غالباً با روغن/پلیمر به هدف میرسند؛ آب سریعتر ولی با ریسک ترک/اعوجاج بالاتر.
تردی برگشتی چیست و چگونه مهار میشود؟
افت چقرمگی در بازههای تمپر (معمولاً ۳۰۰–۴۰۰°C) مخصوصاً در فولادهای Crدار. Mo ریسک را کم میکند؛ تمپر دوم و خنککردن مناسب کمککنندهاند.
آیا تمپر نکردن بعد از کوئنچ قابلقبول است؟
نه؛ تمپر فوری تقریباً همیشه لازم است تا تنشها کم و خواص پایدار شود و آستنیت باقیمانده مدیریت گردد.
نرماله، آنیل کامل و کرویسازی چه فرقی دارند؟
نرماله: ریزدانه/یکنواخت؛ آنیل کامل: نرمکردن و بهبود ماشینکاری؛ کرویسازی: تبدیل پرلیت به کاربید کروی برای ماشینکاری و سختکاری یکنواخت (مثل قبل از سختکاری 1.3505).
دکربوریزاسیون چیست و چگونه کنترل میشود؟
افت کربنِ سطح در حرارتدهیِ اتمسفر باز ⇒ سختی سطح پایین میآید. راهکار: اتمسفر/پوشش محافظ، زمان/دما کنترلشده.
سوختگی سنگزنی چیست و چطور پیشگیری کنیم؟
بازپخت/تغییر فاز موضعی بهعلت گرمای زیادِ سنگزنی. پیشگیری: خنککاری کافی، باربرداری مرحلهای، سنگ و سرعت مناسب.
نیتریدینگ، کربنایتریدینگ و سختکاری القایی را کی انتخاب کنم؟
نیتریدینگ: لایه سخت با اعوجاج کم (نیازمند Al/Cr/Mo/V). کربنایتریدینگ/کربوره: سطح سخت + هسته چقرمه. القایی: سختکاری موضعی با عمق قابلکنترل.
CE (کربنمعادل) چیست و چه ربطی به جوشپذیری دارد؟
CE شاخص جوشپذیری است؛ هرچه بالاتر، پیشگرم/کنترل دمای بینپاس/پسگرم سختگیرانهتر. فقط CE کافی نیست؛ ضخامت، هیدروژن و طرح اتصال هم مؤثرند.
آیا «کروم» خوردگی مرطوب را بهطور جدی بهبود میدهد؟
در دامنهٔ غیرزنگنزن تمرکز Cr روی سختپذیری/سایش است؛ برای خوردگی مرطوب باید به استنلسها رفت.
برای یاتاقان/غلتک دقیق چه نکاتی کلیدی است؟
پاکیزگی بالا، کنترل آخال، سیکل سختکاری دقیق (کوئنچ/تمپر/کرایو)، پایداری ابعادی؛ 1.3505 گزینهٔ استاندارد است.
برای فنر/تیغه: سیلیسیم بهتر است یا کربن بالاتر؟
اغلب ترکیب Si + Cr با کربن میانی (مثل 1.7176) تعادل سختی و الاستیسیته بهتری از پرکربن خالص میدهد.
برای محور/گیربکس سنگین چه آلیاژی پیشنهاد میدهید؟
آلیاژهای Ni–Cr–Mo مثل 1.6580: چقرمگی هسته بالا و سختپذیری مناسب برای ضخامت زیاد؛ عملیات حرارتی دقیق الزامی است.
چطور اعوجاج پس از کوئنچ را کم کنم؟
فیکسچر مناسب، محیط کوئنچ ملایمتر (روغن/پلیمر)، تمپر فوری/مرحلهای، طراحی شعاعها، توالی ماشینکاری و تنشزدایی.
چطور بفهمم آستنیت باقیمانده زیاد دارم؟
با XRD/روشهای مغناطیسی، یا نشانههای میدانی مثل تغییر ابعاد غیرعادی/افت سختی موضعی؛ راهکار: تمپر مناسب، کرایو، تمپر دوم.
آیا «بور» جایگزین Cr/Mo است؟
خیر؛ B سختپذیری را تقویت میکند اما جایگزین Cr/Mo نیست—با آنها همافزاست.
آیا فقط با افزایش «منگنز» به عمق سختی خوب میرسیم؟
Mn کمک میکند ولی کافی نیست؛ برای مقاطع ضخیم به Cr/Mo/Ni و کوئنچ مناسب نیاز است.
چگونه از تشکیل «شبکهٔ کاربیدی» جلوگیری کنم؟
از آستنیتیکردن بیشازحد (دمای بالا/زمان طولانی) پرهیز کن، ترکیب آلیاژی را متعادل انتخاب کن، و با نرماله/فورج صحیح پیوستگی کاربیدها را بشکن.
منابع مطالعه: 1-Total Materia-3 _ University of Cambridge-2_ TWI